Bài viết tham khảo: Thử nghiệm R – Cách lắp đặt một cấu trúc phức tạp
Tôi hy vọng bạn sẽ có một mùa hè tuyệt vời, ở đây ở Đan Mạch, thời tiết đặc biệt ấm áp, khô ráo và đầy nắng, và rất thích hợp cho một kỳ nghỉ thư giãn trên bãi biển!
Thay mặt cho tất cả chúng ta ở đây tại, tôi muốn chào mừng bạn trở lại blog UHPC của chúng tôi với chương cuối cùng của dự án đúc nâng cao, Thử nghiệm R. Và tôi nên cảnh báo bạn đó là một câu chuyện khá dài…..
Khi chúng tôi rời dự án vào tháng Giêng, chúng tôi vẫn cần lưu ý 2 trong số các yếu tố sức bền, cấu trúc và dự kiến việc này sẽ mất hơn 3 tháng để hoàn thành. Nhưng vấn đề này cũng thật khó khăn…..
Hai phôi cuối cùng là: tấm xoắn lớn nhất và phần tử lớn nhất trong số chúng, cả hai đều có chiều cao đúc gần 2m.
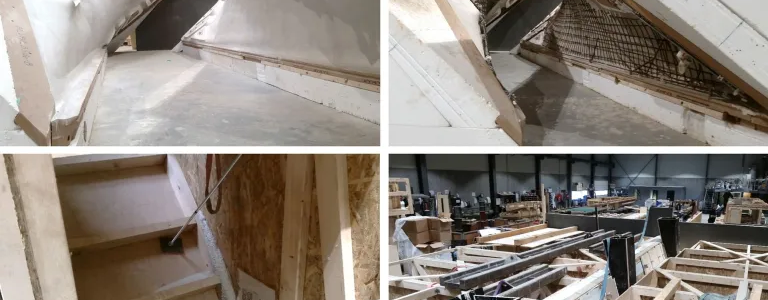
Trong cả hai trường hợp, ván khuôn không chịu được áp lực và nguyên nhân chính là do các tấm EPS cắt 3D bị biến dạng vài cm dưới áp lực mặc dù có kẹp, dây đai thắt chặt, các khối đỡ nặng, các lỗ và nêm hình nón lồng vào nhau . Điều này đã mở ra những khoảng trống giữa các miếng ván khuôn, cho phép áp lực bê tông tích tụ giữa các tấm và chống lại ván khuôn đỡ bên ngoài ở những nơi không được thiết kế cho áp lực đó và kết quả là cả hai tấm ván khuôn đều bị vênh và vỡ!
Kết quả đầu tiên là quá trình đúc đã bị gián đoạn nhiều lần để giữ cho ván khuôn không bị sập hoàn toàn và đảm bảo an toàn cho những chuyên gia thi công. Thứ hai, các phần tử kết thúc với một hình dạng khác với dự định. Thứ ba, các phần tử yêu cầu phải hoàn thiện trước khi sẵn sàng thử lắp ráp. Dưới đây là một số hình ảnh của các biểu mẫu và quy trình.


Sau khi các phần tử cuối cùng được đúc và cũng được điều chỉnh tốt nhất có thể thông qua cắt kim cương, đánh bóng, mài và đúc thêm, trường kiến trúc của Aarhus đã tiến hành quét 3D phần tử(là phần chúng tôi nghi ngờ nhất về hình học được hiện thực).
Các lần quét (một ví dụ được hiển thị bên dưới) chỉ ra rằng cả hai phần tử đều khác nhau về hình dạng tổng thể và độ xoắn cũng bị lệch. Vì điều này, chúng tôi dự kiến rằng sẽ rất khó để thực hiện việc lắp ráp và các kế hoạch đã được thực hiện để điều chỉnh các yếu tố tại chỗ, và công việc hoàn thiện cuối cùng đã bị hoãn lại cho đến sau khi lắp ráp.


Và như vậy, sau quá trình kéo dài hơn 5 năm, chúng tôi đã sẵn sàng để cài đặt!!
Tác phẩm được lắp đặt trên hai nền bê tông đã được chuẩn bị trước. 20 neo hóa chất được khoan vào mỗi móng. Các thanh M20 có ren được đặt thành các ổ cắm đúc trong đế chủ yếu là đảm bảo truyền lực đến các móng. Số lượng lớn các neo cần thiết chủ yếu là kết quả của các lực từ ứng suất nhiệt trong các phần tử giữa các nền móng do sự thay đổi nhiệt độ hàng năm.

Việc sắp đặt tác phẩm điêu khắc cuối cùng được chia thành 4 phần và do đó chúng tôi đã mất gần 2 tuần để hoàn thành:
- Chúng tôi đã cố gắng lắp đặt các phần tử còn lại bao gồm đo lường, cắt và khoan kim cương.
- Lắp đặt các phần tử còn lại và thiết lập kết nối bu lông và neo.
- JointCasting là một kết nối mới giữa các phần tử.
- Hoàn thiện công trình và hoàn thiện cảnh quan xung quanh.
Dưới đây là các bước đã được chúng tôi ghi lại bằng hình ảnh:
Trở ngại chính là do sự chênh lệch và thời gian kéo dài của các dạng đặc biệt, nhiều bu lông kết nối không khớp với các ổ cắm đúc đối diện. Nhưng thậm chí tệ hơn, toàn bộ tác phẩm không thể khớp chính xác trên nền móng, do đó góc và kết nối giữa các phần tử không phù hợp mặc dù chúng tôi đã thử một số cách khác nhau để điều chỉnh cao độ và xoay của các phần tử, mặc dù dung sai chung là 20 mm trong tất cả các kết nối.
Do đó, chúng tôi cần phải cắt bỏ một cái nêm lớn và toàn bộ phần dầm từ phần tử, sau đó tìm cách kết nối chúng với các mặt phần tử đối lập của chúng theo một cách khác với dự định.
Tệ hơn nữa, việc thiết kế nền móng đã được thực hiện mà không tính đến việc các phần tử phải được kết nối với chúng bằng các neo hóa học đã khoan. Do đó, rất nhiều thép gia cường đã được đặt chính xác vào vị trí của tất cả các neo, đến mức phải khoan lõi kim cương hơn 2/3 tất cả các lỗ.
UHPC rất cứng và khoan xuyên thép cũng vậy. Chỉ cần cắt và khoan kim cương đã mất cả ngày!

Khi các yếu tố đã được điều chỉnh, việc lắp ráp có thể được hoàn thành mặc dù chúng tôi gặp khá nhiều trở ngại.
Thứ nhất, bởi vì chúng tôi đã cắt bỏ dây nối trên phần tử C2, nên phải tìm ra một cách khác để sửa chữa nó về mặt cấu trúc để truyền tải theo mọi hướng. Cuối cùng, điều này kết thúc là khoan và dán các thanh cốt thép và đúc mối nối trên, vừa để đảm bảo kết nối cấu trúc ở đó, vừa để cố gắng hợp nhất các phần tử một cách trực quan để có thể chấp nhận được

Việc lắp đặt cuối cùng của A2 và A1 tương đối dễ dàng vì các kết nối bắt vít cho hầu hết các bộ phận có thể được sử dụng sau khi khoan các lỗ lớn hơn và sau đó dán trong các thanh ren. Ngoài ra, hình dạng bị thay đổi từ cái nêm bị cắt đi ít bị nhìn thấy hơn.

Sau quá trình lắp ráp thô của các phần tử và đúc giao diện C2, tất cả các khớp, lỗ, v.v. đã được lấp đầy và hoàn thiện. Và để hoàn thiện, toàn bộ tác phẩm điêu khắc đã thêm một lớp sơn bán trong suốt.

Vì vậy, chúng ta đã học được gì từ quá trình tạo Thử nghiệm R?
- Việc thiết kế các cấu trúc 3D không đều rõ ràng đòi hỏi phải dựa vào phần mềm để có kết quả chính xác nhất có thể, vì các phép tính phân tích là không đủ. Những gì chúng tôi không mong đợi là lượng thời gian cần thiết để đánh giá và các kết nối thứ nguyên, khi nhiều kịch bản trường hợp tải có liên quan. Đối với các cấu trúc tương tự trong tương lai, các kết nối sẽ là tâm điểm chính, thậm chí còn hơn cả trong dự án này.
- Việc gia cố các hình dạng 3D phức tạp và khá khó khăn, nhưng các mẫu in 3D và mô hình tỷ lệ của các phần tử và các công cụ “điều hướng” khác giúp mọi người đặt các thanh và tăng tốc quá trình sản xuất.
- Ván khuôn không bao giờ có thể quá mạnh mẽ và cứng nhắc! EPS chỉ có thể được sử dụng trong các phần rất mỏng hoặc phải sử dụng các vật liệu khác, các phần duy nhất trên các bộ phận đúc sẵn không bị biến dạng là các bộ phận MDF được quét 3D, ngay cả khi chúng bị dịch chuyển tương đối với nhau.
- Với nhiệt độ bê tông vượt quá 90˚C, EPS được làm mềm/nóng chảy và kết hợp với bề mặt UHPC một cách hiệu quả, bất chấp các lớp sáp được áp dụng. Điều này cần phải được giải quyết cho các phôi trong tương lai, vì việc loại bỏ các dư lượng EPS mất nhiều giờ và cũng dẫn đến kết cấu bề mặt khá thô sơ. Sử dụng các khối lớn EPS một vật liệu cách nhiệt làm ván khuôn, không thể tránh được nhiệt độ cao, nhưng cần phải có các lớp phủ bề mặt tốt hơn để bảo vệ bề mặt EPS khỏi sức nóng.
- Ván khuôn EPS nguyên chất không đủ cứng để đảm bảo duy trì hình dạng. Các phần tử càng lớn và áp suất hình thức (chiều sâu đúc) càng cao, thì độ lệch so với hình dạng dự định càng lớn. Điều này đặc biệt là một vấn đề đối với các kết nối, điều này đã trở nên rõ ràng một cách rõ ràng trong quá trình lắp ráp, nơi chúng tôi đã gặp phải vấn đề rất lớn về sự lệch trục. Đối với các dự án trong tương lai, EPS sẽ không được sử dụng để kết nối các điểm và các mặt.
Như một kết luận tổng thể, quá trình đã xác minh rằng UHPC kết hợp với thiết kế và tối ưu hóa cấu trúc liên kết có sự hỗ trợ của máy tính có thể tạo ra những hình dạng và cấu trúc ngoạn mục và mới lạ với việc sử dụng vật liệu giảm thiểu, cho thấy tiềm năng to lớn trong tương lai. Nó cũng đã chứng minh rằng sản xuất và lắp ráp vẫn là phần khó khăn nhất của quá trình và ván khuôn chủ yếu được xây dựng từ EPS(ít nhất là hiện tại).
Cảm ơn bạn đã đọc bài. Nếu có bất kì thắc mắc nào, hãy để lại bình luận bên dưới hoặc lên hệ với chúng tôi để được giải đáp ngay.

